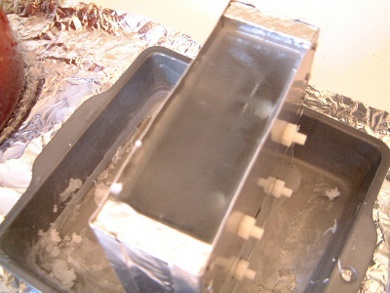
Results - No good
This method of construction lead to a less than good measurement. During drying of the wax there was shrinkage that went right down to between the electrodes. This meant having to pour more wax to fill in the gap. This lead to layers between the electrodes and to a breakup of the wax during carving.
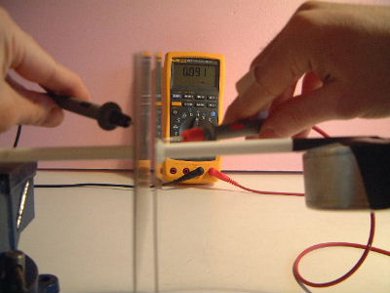
The dielectric constant as determined by the method below is: 1.16. Due to the breakup of the dielectric, this result is useless. 1.16 is the capacitance of the wax capacitor (0.106 nF) divided by the capacitance of the air capacitor (0.091 nF).
The test was made using a parallel plate capacitor where the plates were aluminum of dimensions .8mm x 101.6mm x 101.6mm. The spacing between the plates was 7mm. To calculate the dielectric constant two capacitors were made: one with paraffin wax for the dielectric, the other with air for the dielectric. The dimensions were the same for the both capacitors. The capacitance of each was measured using the capacitance measuring feature of a Fluke 187 True RMS Multimeter. The three measurements made are detailed in the pictures below.
|
| ||
|


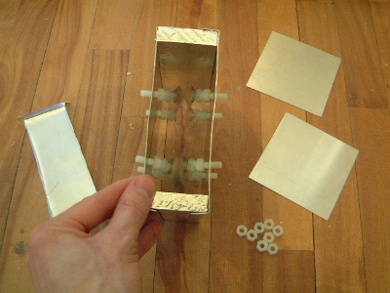
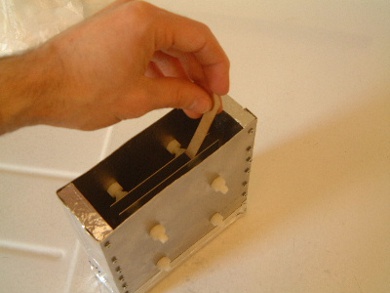
Construction
The idea was to have fine control over the distance between the electrodes without interfering with the dielectric in between. This was done by holding the plates in position using suction cups where the suction cups were holding from the outer sides of the capacitor's electrodes (plates). See pictures below.
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
|
|
|